
�����ͻ���ϵķ�չ���������ͻ�ע����ռ�ı���Խ��Խ�Ӵ�ͳ��ˮ���Ͻ�ע�Ͽ�ʼ��½����������ˮ�ཽע�ϡ�����ˮ�ཽע�Ϻ���ˮ�ཽע�ϡ�����Ҫ����Ϊ��ϸ�����۵����뽵����ˮ�����������һ�ཽע������ڴ�ͳ��ˮ���Ͻ�ע�Ͼ��и��ߵ����ܶȡ��ͻ�Ⱥ������Ŀ����ԡ���ͬʱ��Ҳ������һЩ���㣬��濾ʱ�������ѣ�Ӱ����ʹ�á�
����俹�����Բ��ԭ������ѧ���о���Ϊ����Ҫ����������ԭ��:һ�dz�ϸ��������������ϸС��϶��ʹ��ע�����Ƚ���;���Ǽ��볬ϸ�ۺ��γɴ�ͳˮ�ཽע�������γɵ�CAH10��C2AH8��C3AH6��ˮ��������γ����Ʒ�ʯ�͵ĸ�����ˮ���������ˮ������300����ǰ��ˮ�ȴ�ͳˮ���ﻺ���ö࣬���ʹ������300��ǰ������ˮ����ֽ���γ�����ͨ����
��-Al₂O₃��Ͻ�ע����һ�ָ�������ˮ�ཽע�ϣ��뺬ˮ���ϵĽ�ע����ȣ���-Al₂O₃������䴿�ȸߡ���Ca�����ͣ��ڸ���ʹ�ù����У��������ɸƳ�ʯ������Ƴ�ʯ�ȵ��۵�Һ�࣬���и�����ĸ���ʹ�����ܡ������о����������ˮ���Ͻ�ע�ϡ�����ˮ���Ͻ�ע�Ϻ��ܽ���Ͻ�ע����ȣ���-Al₂O₃��Ͻ�ע�ϵĿ������Ը����Ŀǰ���ڦ�-Al₂O₃��Ͻ�ע�ϵĿ��������ܷ���ı������٣����������Ե��۰���Ϊ��Ҫԭ�ϣ���-Al₂O₃Ϊ��ϼ���ͨ���ı�SiO₂�۵ļ������о���Կ��������ܵȵ�Ӱ�졣
����
1.1 ԭ��
��������Ҫԭ��Ϊ:���۰������������5��3��3��1�͡�1mm,w(Al₂O₃)��99.4%;���۰���ϸ�ۣ����ȡ�0.074mm,w(Al₂O₃)��99.4%;���Ԧ�-Al₂O₃�ۣ�d50=1.198��m,w(Al₂O₃)��99.38%;SiO₂�ۣ�d50=0.268��m,w(SiO₂)��96.77%;��ϼ�Ϊ��-Al₂O₃,d50=2.4��m,w(Al₂O₃)��99.6%;��ˮ��Ϊ��ƫ�����ơ�
1.2 �����Ʊ�
���Ʊ�ŷֱ�ΪS0��S1��S2��S3��S4��S5��S6��7������������õ��������ϴ�������Ԥ�죬�ٵ��������иɻ�90s;Ȼ���ˮʪ��150s����ע��40mm��40mm��160mm��50mm��50mm��50mm�ͦ�50mm��50mm����������������24h����ģ;����110�����24h���ڿ���������1400�汣��3h�ȴ�����
1.3 ���ܼ��
��GB/T5988��2004����������߱仯�ʣ���GB/T2997��2000����������������ʺ�����ܶȡ���GB/T3001��2007��������ij��¿���ǿ�ȣ���GB/T5072��2008��������ij�����ѹǿ�ȡ���GB/T3000��1999�������������ֵ��ʹ��ѹ���Ǽ�������Ŀ��ֲ�������GB/T36134��2018���������Ŀ���������:��ע��50mm��50mm��50mm�ߴ���������������´�ģ����12h��������ģ���뿹����ʵ��¯�У�δ����¯�ڵ��������ܷ�����ܷ⡣��¼��������ʱ��¯���Լ���������ʱ��ʱ�䣬�����������Ѻ���������ա�����X����������(XRD)��ɨ���������(SEM)�ֱ������������ɺ����ṹ���з�����
���������
2.1 ������������ṹ
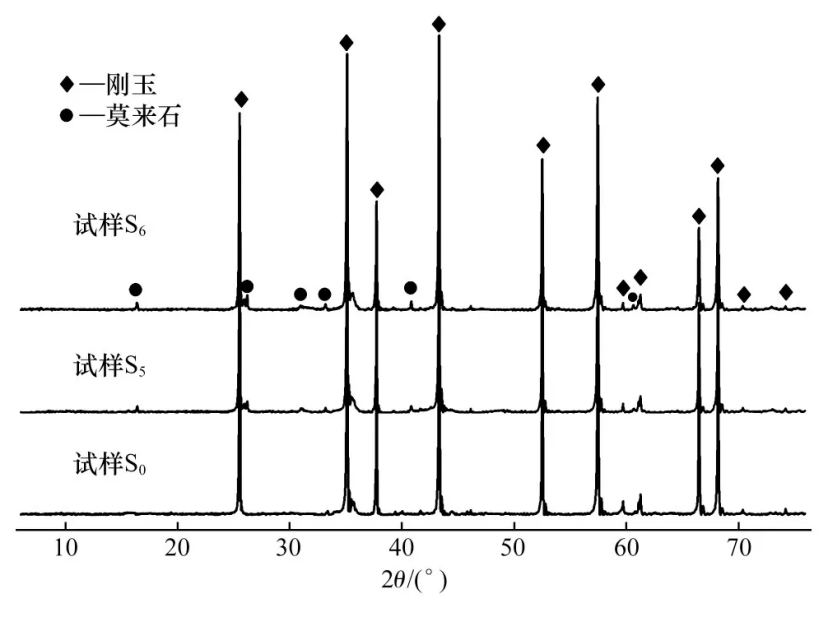
ͼ1Ϊ����S0��S5��S6��1400�汣��3h���XRDͼ�ס���ͼ�п��Կ���������S0�պ��������ҪΪ��������S5��S6�պ������������⣬����������Ī��ʯ�࣬������S6��Ī��ʯ����������S5����ǿ����˵������1400���£�SiO₂�ۺͻ��Ԧ�-Al₂O₃�ۿ��ܷ�����Ӧ��������Ī��ʯ����;������SiO₂�ۺ��������ӣ����ɵ�Ī��ʯ����Ҳ�������ӡ�
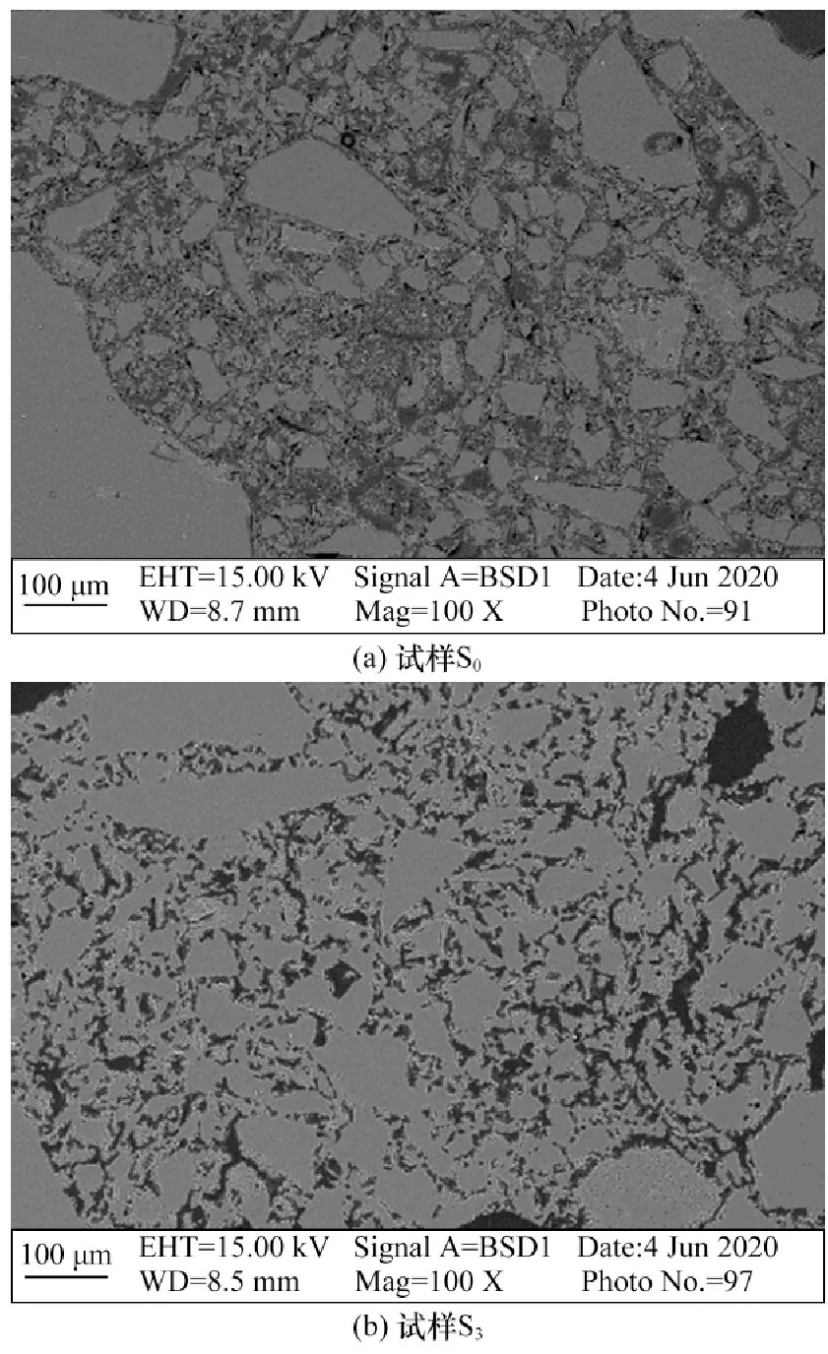
ͼ2ʾ��������S0��S3��S6��1400�汣��3h������ṹ��Ƭ�����Կ���:����S0������֮���������������S3����֮��ͨ��SiO₂�۲�����Һ��������һ��;����SiO₂�ۺ��������ӣ�����S6�в�����Һ���������࣬����֮��Ľ�ϸ�Ϊ���ܡ���˵��������SiO₂�۵�����£�����S0û�з���Һ���սᣬ���������֮��û�н�ϣ�ǿ�ȷdz���;������S3��S6������Һ���սᣬ�����������֮���л��ؽ����һ�������������۱��������������״Ī��ʯ��ʹ��ǿ����ߡ�
2.2 ��������
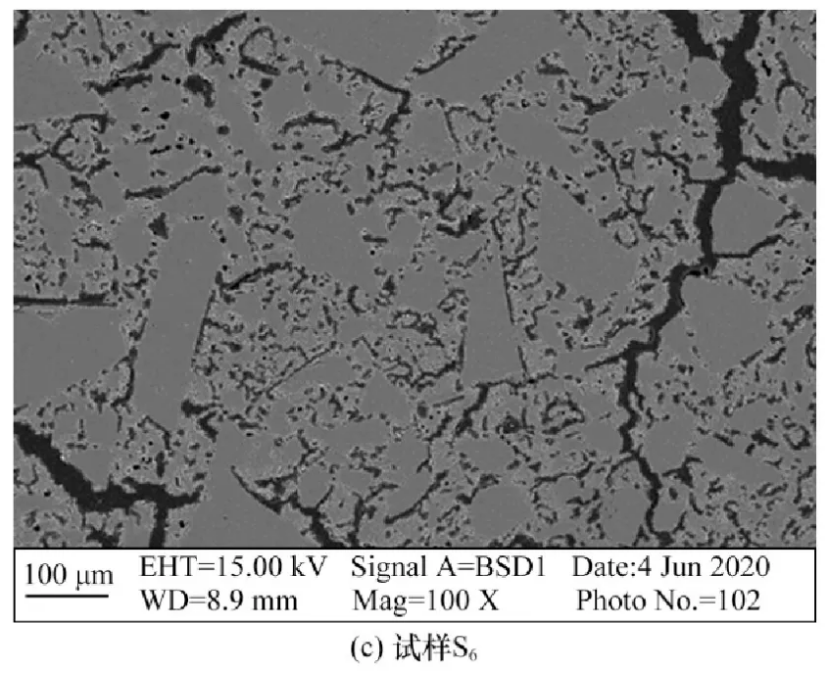
ͼ3ʾ������������24h��ģ��110�����24h���Լ�1400���ȴ���3h�������ij��¿���ǿ�Ⱥ���ѹǿ�ȡ���ͼ�п��Կ���:����SiO₂�ۺ��������ӣ���������24h��ģ��������ij��¿���ǿ�Ⱥ���ѹǿ��������;��110�����24h���������SiO₂�ۺ��������ӣ��䳣�¿���ǿ�Ⱥ���ѹǿ�������Ӻ�����ƽ��;��1400���ȴ���3h��SiO₂�ۺ���Ϊ0ʱ������ǿ����ͣ���������ǿ�ȣ����������ij��¿���ǿ������SiO₂�ۺ��������������ӡ�
SiO₂�۵ıȱ���������������IJ����ͼ�����ˮ���γɴ�������Si��OH�Ľ�̬�ṹ����ʹ����ģ���ǿ����SiO₂�ۺ��������Ӷ�������;�ھ�110�����ʱ��SiO₂�ۿ��������Si-OH����ˮ�ۺϳ�Si-O-Si���ֽ���ι̵���ά��״�ṹ��ʹ�ú��������ǿ��������;��SiO2�ۺ���(w)����3%������Si-O-Si��ά��״�ṹ�����ѻ�����ɣ��ټ�������Si-O-Si���ĺ�������ǿ�ȵ�Ӱ��Ͳ����ˡ���1400���£�SiO₂��������Ժܸߣ�����Һ�ಢ�ٽ��սᣬʹ���պ��������кܸߵ�ǿ�ȡ������ս�̶ȵ����ӣ���ǿ��Ҳ�ڻ��������ӡ���SiO₂�ۺ���Ϊ0��������1400����û�з���Һ���սᣬֻ�Ƿ����˦�-Al₂O₃ˮ��������ˮ���ѳ���������1400���պ��ǿ�ȵ���110����ġ�
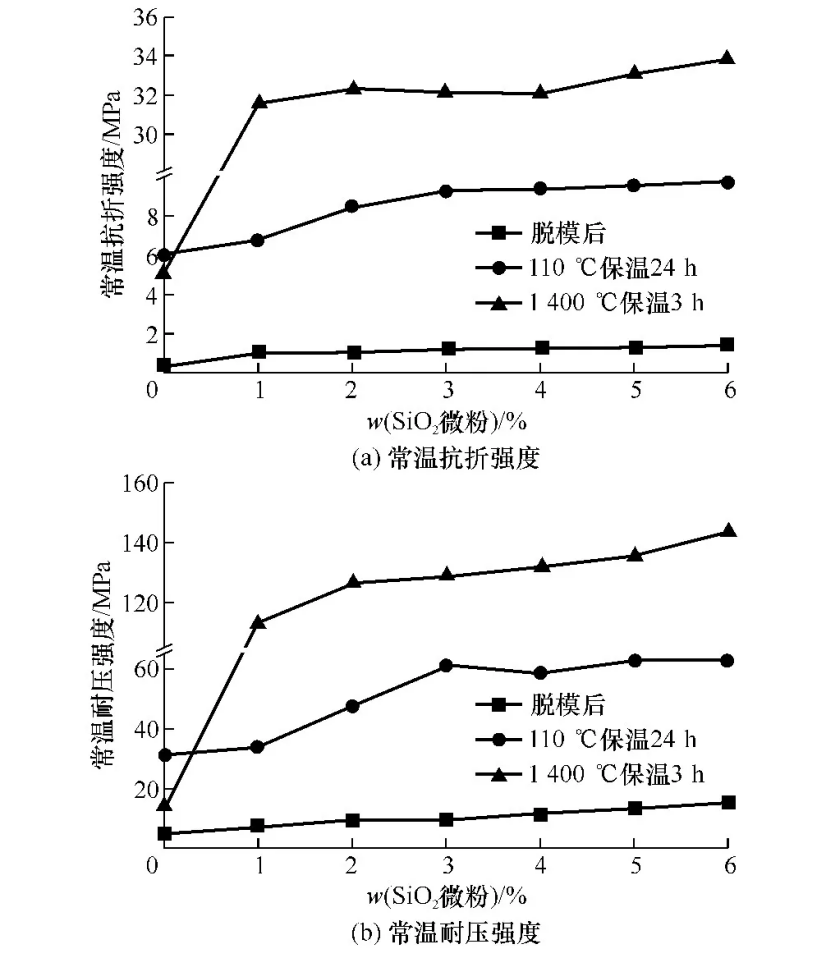
ͼ4Ϊ��ͬSiO₂������������ܶȡ��������ʼ��պ��������ʡ�
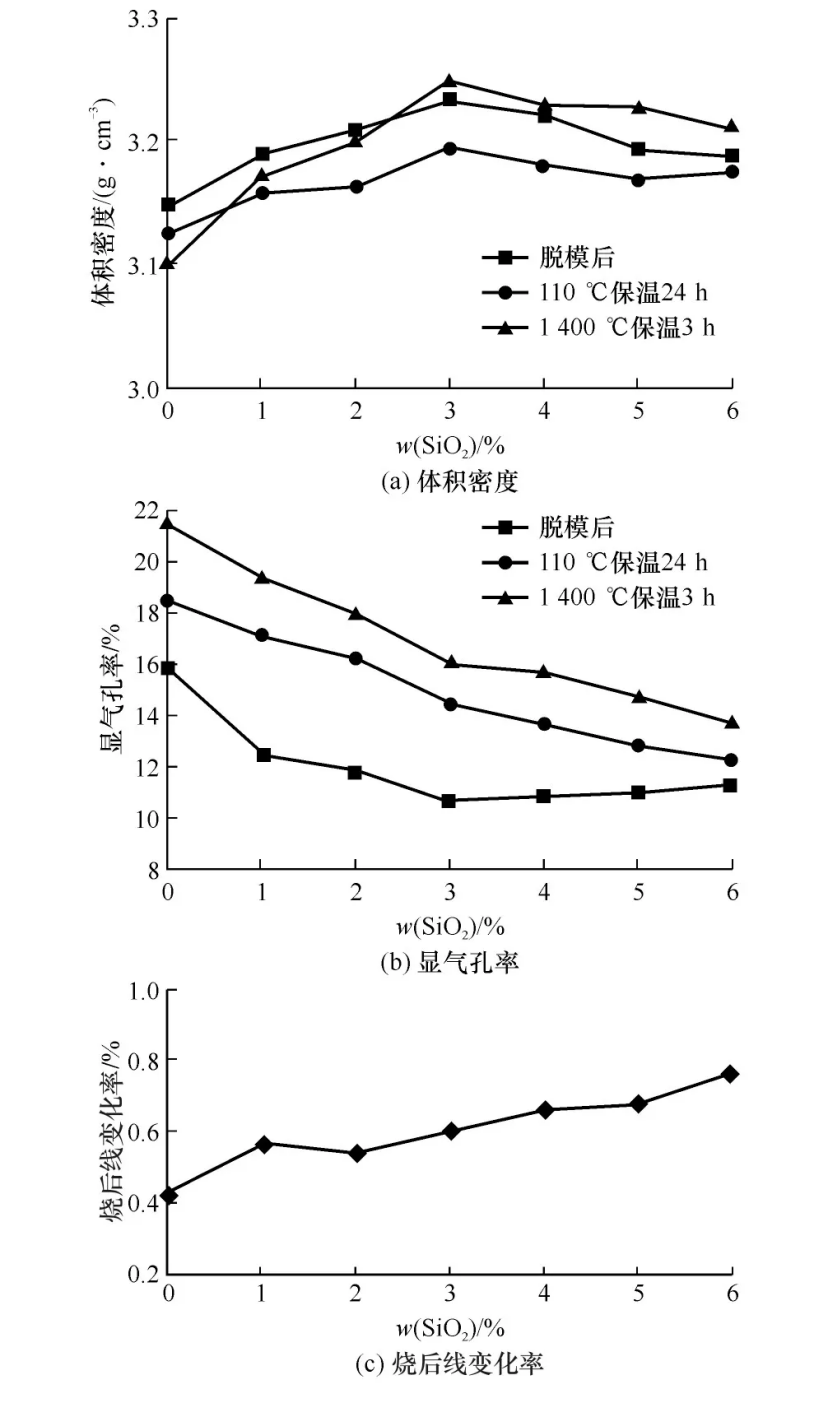
��ͼ4���Կ���:1)����SiO₂�ۺ��������ӣ�������ģ��������պ������ܶ������Ӻͣ���SiO₂�ۺ���(w)Ϊ3%ʱȡ�����ֵ;2)��ģ��������պ�����������������SiO₂�ۺ��������ӻ������ͣ����պ��������������ʴ��ڸ����ģ���ģ��������������;3)�������պ�����������SiO2�۵�����������SiO₂����������С�������Σ����Լ�����佽ע���ڵ�С��϶���Ӷ�ʹ�����̶ܳ����ӣ��������������ʡ���SiO₂�ۺ���(w)����3%������SiO₂�۵Ķѻ��ܶȱȸ����С����������ܶ������½�������SiO₂�ۺ����IJ������ӣ��ս�̶Ȳ��ϼ��������Һ����Ҳ�ڲ��ϵ����С��϶��ʹ���������ϼӾ磬�������ʲ����½���
2.3 ���ֲ�������
ͼ5ʾ���˲�ͬSiO₂�ۺ�������1400���պ�Ŀ��ֲ��Ϳ��ۻ��ٷֺ�����
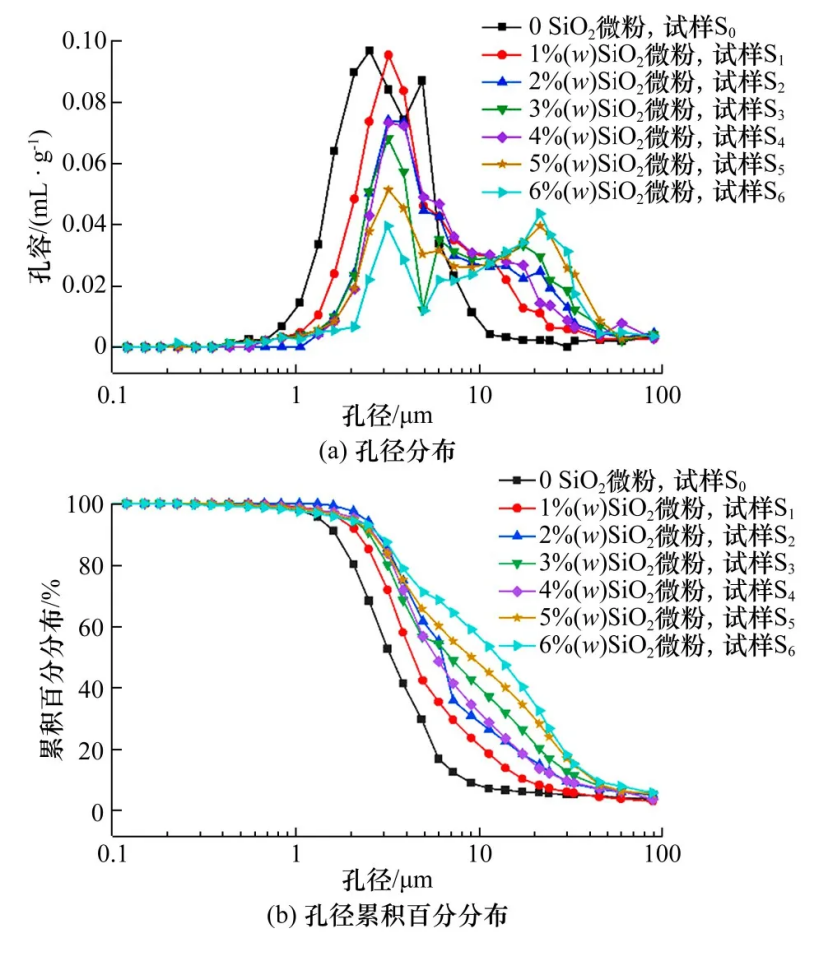
��ͼ5���Կ���:1)��SiO₂�ۺ���Ϊ0ʱ�����ֲ�ͼ�ν�Ϊ��խ��Ϊ������״��ƽ����Ϊ2.9��m�����ֲ���Χ��Ҫ������1��9��m;����SiO₂�ۺ����IJ������ӣ���ֵ���ϼ��٣�ͼ������ƫ������˫��ֲ���2)��SiO₂�ۺ���(w)Ϊ6%ʱ����ƽ����Ϊ5.5��m�����ֲ���Χ��Ҫ������2��5��6��40��m;�Ҵӿ��ۻ��ٷֺ���ͼ��Ҳ���Կ���������SiO₂�ۺ��������ӣ���ͼ������ƫ�ơ���˵������SiO₂�ۺ��������ӣ���������Ŀ�����
��ͼ2�����ṹ��Ƭ�п��Կ�������1400���£�SiO₂�۲�����Һ������˻����е�����С���ף���������һЩ�տ����ף�ʹ��������С���Ŀ���;������Һ���ڽ��¹����в��������̻���ʹ�������������ͨ�γɴ���Ŀף�������������ϵ���IJ�ͬ��ʹ�û��������֮������������ƣ���Щ����Ҳ��ͨ����С�ͱտ����ף�ʹ�ÿ������ˣ�����SiO₂�ۺ��������ӣ�Һ����Ҳ�������ӣ��������̲��ϼӾ磬ʹ�������������������
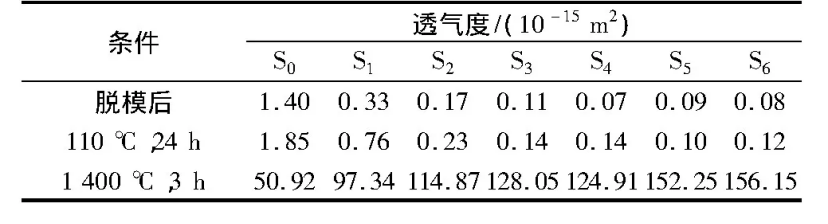
��ͬSiO₂�ۺ����£�������ģ��������պ�����ȡ��ӱ��п��Կ���:1)��ģ������������SiO₂�ۺ��������Ӷ���С����SiO₂�ۺ����ﵽ3%(w)�Ժ���ֵ����ƽ�ȡ���1400���ȴ�����������������SiO₂�ۺ��������Ӷ�������;2)��ģ�ͺ������������ֵ�ȽϽӽ������պ���������������ģ�ͺ��ļ��ٱ���������ΪSiO₂�۾�������϶���ã�����S0û�м���SiO₂�ۣ��ڲ���϶�϶࣬�����ʽϸߣ������ͨ���϶࣬���Խϸ�;����SiO₂��֮��SiO₂�۲�������϶��ʹ�ô����ױ��С���ף�Ҳ���ܻ���һЩ��ͨ���ײ��γɸ���ıտ����ף�ʹ�����Խ��͡���������1400���ȴ���������SiO₂�ۺ��������ӣ��ڲ�������������Ҳ�ڲ������ӣ�����������ͨ���������Ŀ������ף��γ�������֦״�ֲ��Ľ�����ͨͼ��Ϊ�������ͨ����ɢ�ṩ�˷����ݵ�ͨ����
2.4 ����������
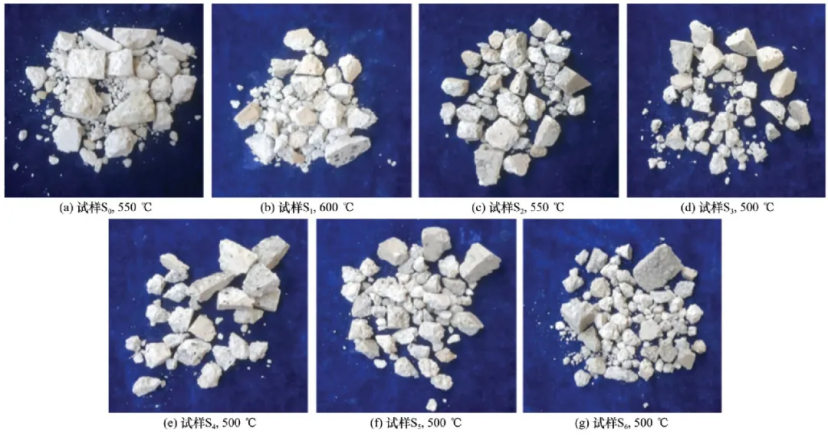
��ͬSiO2�ۺ��������ڸ��¶ȶεĿ��������������ӱ��п��Կ���:����S0��¯��Ϊ500��ʱδ�������ѣ���550��¯���·������ѣ�����ʱ��Ϊ250s������俹�����¶�Ϊ500��;����S1�Ŀ������¶�Ϊ550�棬��600��¯���µı���ʱ��Ϊ246s;����S2�Ŀ������¶�Ϊ500�棬��550��¯���µı���ʱ��Ϊ325s;����S3��S4��S5��S6�Ŀ������¶Ⱦ�Ϊ450�棬��¯��Ϊ500���µı���ʱ��ֱ�Ϊ468��460��373��375s��
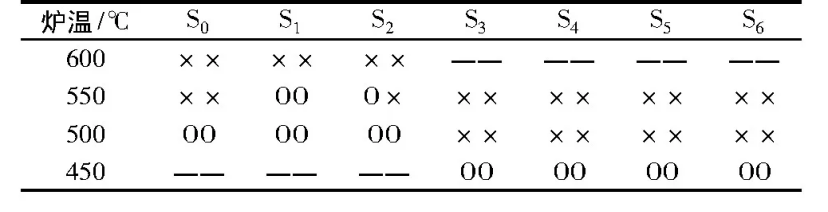
ͼ6Ϊ�����ڸ��¶��±��Ѻ����Ĵ������ͼ����ͼ�п��Կ�����������Ϊ�����Ա��ѣ������������͵ı��ѣ���Ҳ�Ǧ�-Al₂O₃��ϵı������ԡ�ͬʱҲ���Կ���������S3��S4��S5��S6��500��¯���±��Ѻ�IJ����������������٣���Ҳ����˵�����ѳ̶����ӣ����������ܽ��͡�
����������Ҫ������ڲ�������ɢ�Ŀ����̶��йأ�Ҳ������ڲ��Ľ��ǿ���йء�����S0����ģ����Ȼ���нϸߵ�������ɢ������������ǿ�Ⱥܵͣ����¶�Ϊ300��500��ʱ����-Al₂O₃��ˮ�������ѳ����ˮ��ʹ����ǿ�Ƚ�һ�����ͣ�����ʱ���ڲ�����ѹ��������������������£�ʹ���俹�����Բ����Ǻܺá����ڼ���SiO₂�۵�����£�����ģʱ�Ľ��ǿ�ȵõ��ܴ����ߣ�����������ˮ������ˮ���ѳ����γ�Si��O��Si��ά��״�ṹ��ʹ�ý��ǿ�Ƚ�һ����ߣ������ֽṹ��1200����ǰ������ƻ�����ˣ���-Al₂O₃��ˮ��������ˮ�������ǿ����ɺܴ�Ӱ�죬ʹ���俹�������������ӡ�������SiO₂�ۺ���Խ��Խ�ߣ�����ǿ�Ȳ����������ӣ������ڲ�������ɢ���������½���ʹ���俹�����Բ��ϼ�����
����
(1)����SiO₂�ۺ��������ӣ������ij�����ѧ���ܵõ��ܴ���ߣ�����ܶ������Ӻ������½����������������ͣ��������������ӡ�
(2)����SiO₂�ۺ��������ӣ�������1400���ȴ���������������������ģ���110����������ȼ��ٺ�����ƽ�ȣ�1400���ȴ������������������
(3)����SiO₂�ۺ��������ӣ������Ŀ��������������Ӻͣ���SiO₂�ۺ���(w)Ϊ1%ʱ���������¶���ߣ�Ϊ550�档�ۺϿ�����������ѧ���ܺͿ��������ܣ�SiO₂�۵�����������Ϊ1%��2%(w)��



