
1、耐火浇注施工工艺
锚固钉制作安装→检查验收→模板安装→检查验收→浇注料配制→浇注料搅拌→浇注料捣实→养护→模板拆除→检查验收→交付使用
2、施工方法
不定形耐火材料一般规定
1)不定形耐火材料如包装破损、物料明显外泄、受到污染或潮湿变质时,该包料不应使用。
2)与不定形耐火材料接触的钢结构和设备的表面,应先清除浮锈。
3)在施工中不得任意改变不定形耐火材料的配合比。不应在搅拌好的不定形耐火材料内任意加水或其他物料。
4)运到工地的耐火预制构件的表面上应具有:
①生产单位印记;
②质量检验合格印记;
③在不同的三个面上有与施工图相一致的部件编号;
④吊点标志;
⑤生产日期。
5)墩放耐火预制构件时,支承的位置和方法,应符合构件的受力情况,不应使预制构件产生超应力和损伤。在浇注、喷涂施工前,应预先润湿。
6)振动棒、捣锤等金属捣实工具,不得直接作用于锚固。必要时,应垫以木板。
7)不定形耐火材料内衬的允许尺寸误差,可参照对耐火砖内衬的要求确定。
8)搅拌耐火浇注料用水,应采用洁净水。沿海地区搅拌用水应经化验,其氯离子(C1―)浓度不应大于300mg/L。
9)浇注用的模板应有足够的刚度和强度,支模尺寸应准确,并防止在施工过程中变形。模板接缝应严密,不漏浆。对模板应采取防粘措施。与浇注料接触的隔热砌体的表面,应采取防水措施。
10)浇注料应采用强制式搅拌机搅拌。搅拌时间及液体加入量应严格按施工说明执行。变更用料牌号时,搅拌机及上料斗、称量容器等均应清洗干净。
11)搅拌好的耐火浇注料,应在30min内浇注完,或根据施工说明的要求在规定的时间内浇注完。已初凝的浇注料不得使用。
12)浇注料中钢筋或金属埋设件应设在非受热面。钢筋或金属埋设件与耐火浇注料接触部分,应根据设计要求设置膨胀缓冲层。
注:普通钢筋的使用温度不应超过350℃。
13)整体浇注耐火内衬膨胀缝的设置,应由设计规定。对于黏土质或高铝质的耐火浇注料等,当设计对膨胀缝数值没有规定时,每米长的内衬膨胀缝的平均数值,可采用下列数据:
①黏土耐火浇注料为4~6mm;
②高铝水泥耐火浇注料为6~8mm;
③磷酸盐耐火浇注料为6~8mm;
④水玻璃耐火浇注料为4~6mm;
⑤硅酸盐水泥耐火浇注料为5~8mm。
14)浇注料应振捣密实。振捣机具宜采用插入式振捣器或平板振动器。在特殊情况下可采用附着式振动器或人工捣固。当用插人式振捣器时,浇注层厚度不应超过振捣器工作部分长度的1.25倍;当用平板振动器时,其厚度不应超过200mm。自流浇注料应按施工说明执行。隔热耐火浇注料宜采用人工捣固。当采用机械振捣时,应防止离析和体积密度增大。
15)耐火浇注料的浇注,应连续进行。在前层浇注料凝结前,应将次层浇注料浇注完毕。间歇超过凝结时间,应按施工缝要求进行处理。施工缝宜留在同一排锚固砖的中心线上。
16)耐火浇注料在施工后,应按设计规定的方法养护。如无特殊规定,可按表的规定进行。耐火浇注料养护期间,不得受外力及振动。
蒸汽养护的升温速度,宜为10~15℃/h,降温速度不宜超过40℃/h。
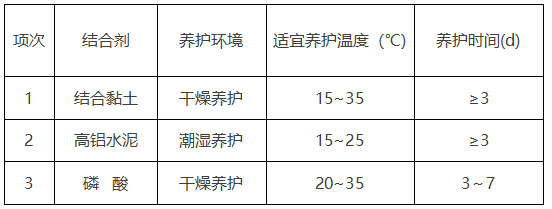
表1 耐火浇注料的养护制度
17)不承重模板,应在浇注料强度能保证其表面及棱角不因拆模而受损坏或变形时。才可拆除;承重模板应在浇注料达到设计强度70%之后。才可拆除。热硬性浇注料应烘烤到指定温度之后,才可拆模。
18)浇注料的现场浇注质量,对每一种牌号或配合比,20m3为一批留置试块进行检验,不足此数亦作一批检验。采用同一牌号或配合比多次施工时,每次施工均应留置试块检验。检验项目和技术要求,可参照现行的行业标准《黏土质和高铝质致密耐火浇注料》YB/T 5083的规定执行。
19)浇注衬体表面不应有剥落、裂缝、孔洞等缺陷。可允许有轻微的网状裂纹。
20)耐火浇注料的预制件,不宜在露天堆放。露天堆放时,应采取防雨防潮措施。
21)起吊浇注料预制件时,预制件的强度应达到设计对吊装所要求的强度。预制件吊运时应轻起轻放,严格按吊装要求操作。预制件砌体缝隙的宽度及缝隙的处理应按设计规定。
22)预制件应设有吊装环,吊运预制件应起吊吊装环。对于用吊挂砖作传力系统的炉顶预制件,在吊运、安装过程中,要保证每块吊挂砖均衡受力,吊挂砖不得受到冲撞等损伤。炉顶预制件不宜码放,码放时预制件不得直接码放在炉顶预制件的吊挂砖上。
耐火浇注料
1、耐火浇注料应密封良好,保持水分。施工前应按现行的行业标准性能施工。
2、采用支模法捣打时,模板应具有一定的刚度和强度,并防止在施工过程中位移。吊挂砖的端面与模板之间的间隙,宜为4~6mm,捣打后不应大10mm。
3、采用散装填充料时,铺料厚度不应超过3OOmm。捣锤应采用橡胶锤头,捣锤风压不应小于0.5MPa。锤头在前进方向移动宜重叠2/3,行与行重叠1/2,反复捣打3遍以上。捣固体应平整、密实、均一。
4、捣打炉墙和炉顶时,捣打方向应平行于受热面。捣打炉底时,捣打方向可垂直于受热面。
5、施工宜连续进行。施工间歇时,应用塑料布将捣打面覆盖。施工中断较长时,应将已捣实的接槎面刮去10~20mm厚,表面应刮毛。气温较高,捣打面干燥太快时,应喷雾状水润湿。
6、炉墙浇注料应逐层铺排捣打,其施工面应保持同一高度。
7、安设锚固件前,形成凹凸面后,再将锚固砖嵌入固定。
8、烧嘴和孔洞下半圆处应径向捣打。
9、浇注料内衬的膨胀缝,应按设计要求留设。焙烧炉内壁膨胀缝、顶纵向膨胀缝的两侧,应均匀捣打,使膨胀缝成一直线。在炉墙与炉顶的交接处,应留水平膨胀缝与垂直膨胀缝。膨胀缝内应填入耐火陶瓷纤维等材料。
10、浇注料内衬的修整,应在脱模后及时进行。修整前,锚固端面周围的浇注料,应用木锤轻轻地敲打,使咬合紧密。修整时以锚固面为基准削除多余部分,未削除的表面应刮毛。
11、当浇注料内衬修整后不能及时烘炉,应用塑料布覆盖。
12、烘炉前浇注料内衬裂缝大于下列尺寸时应进行挖补:烧嘴、各孔洞处3mm;高温或重要部位5mm;其他部位12mm。裂缝处应挖成里大外小的楔形口,表面喷洒雾状水润湿,用浇注料仔细填实。裂缝宽度在烧嘴、各孔洞处为1~3mm;高温或重要部位1~5mm;其他部位3~12mm,可在裂缝处喷雾状水润湿,用木锤轻敲,使裂缝闭合,或填泥浆、浇注料、耐火陶瓷纤维等。
说明:
①SFM2~SFM6模块遵从以上程序,SFM7模块没有管束在预制组成框后衬里。
②衬里与安装施工穿插进行。衬里可以按钢结构预制方案先下后上预制衬里。
③钢结构检查验收:衬里施工前,应对钢结构壳体等衬里基层进行检查验收。应检查有关组尺寸、焊接质量,有关开孔、套管施工是否完毕,办理工序交接手续。锚固钉、支承件的焊接应单独检查。重点检查其分布尺寸,间距、排距、规格是否符合图纸要求,焊肉应饱满无咬肉现象;焊接是否牢固,可用0.5kg小锤敲击检查应发出铿锵的金属声,结柱型、Y V型锚固钉每250X250平方抽查一个锤击顶部打弯90o应不断裂;拉钩锚件与设计尺寸一致,方向应垂直于壳板;安装是否平整牢固,若有超差应先进行矫正。
④浇注顺序自下而上,按承重结构和膨胀缝分段。双层结构应先挂贴隔热层(高硅氧玻璃纤维毡、耐火纤维毡),再施衬耐火层(浇注料)。
⑤在浇注料衬里内的各种管架、套管、及其它金属构件除锈后涂刷0.5mm~1mm厚的沥青层或绑扎0.5mm~1mm陶纤纸或牛皮纸做膨胀间隙,同时衬里前管孔要进行保护;锚固钉涂刷0.8mm最大限度的沥青层做膨胀间隙。
施工方法概述
a.轻质隔热耐火(高铝)尺寸及外形允许偏差(mm)纤维毡铺设的拼缝上、下内外均应错缝。毡片错缝≥100mm,硬质硅酸钙板错缝≥200mm。
b.为保证拼缝严密,下料就位时使拼缝两边毡片各余长10mm。先将毡片翘起,对缝拼接后再压下挤紧。铺毡后用快速夹作固定。
c.硬质硅酸板拼缝应严密、平直,边结切割整齐,拼缝≤3mm。
d.套管或较大锚固件部位,应在毡、板上现场定位开孔。开孔尺寸应比穿过物外形尺寸小5mm。较大开口应使用专用开孔工具,使切口平齐。
e.转角处毡片下粒应余长100mm左右,铺贴后再切除多余长度。转角处两毡片接缝方式应按设计要求。多层拼接时,转接处毡、板搭接方向应按设计交错布置。
f.按设计布置尺寸检查锚挂固定件,位置尺寸应准确,误差≤2mm,焊按牢固。
g.组合件模块布置组拼方案应严格按设计排列布置图实施。应按模块型号对位。
h.为保证模块对号入座,事先按排列图在炉壳上标出模块型号。
i.按设计布置方案逐块锚挂模块。严格对号入座,并注意研究滑入顺序,以免造成某些位置无空位滑入。最后一块没有预备空位,应采用特殊的收口方法。
j.自下而上成排锚挂。每排锚挂完后用木板拍平上表面,以便与上层模块锚挂拼接。
k.整片墙身和炉顶全部锚挂完毕后,拆除模块的捆扎带,抽出夹板使模块松开和膨胀,挤紧拼缝。
l.仔细检查各拼缝。发现有过松的缝隙可用纤维毡片补塞挤紧。用木板拍整外表面(必要时可喷水润湿),整理好外观。
m.炉顶与炉墙拐角处,应先安装炉顶模块,后安装炉墙最后两排模块。



